








 当前位置:
当前位置:
 咨询电话:151-5368-7113
咨询电话:151-5368-7113
 喷粉设备
喷粉设备QXY3200型钢材自动预处理线
 151-5368-7113
151-5368-7113
 山东省智晟盛远环保科技有限公司
山东省智晟盛远环保科技有限公司
 山东省潍坊市高密市密水街道平安大道与吕安大道交叉路口南100米路西
山东省潍坊市高密市密水街道平安大道与吕安大道交叉路口南100米路西
 2021-6-21
2021-6-21
 1291
1291
信息详情
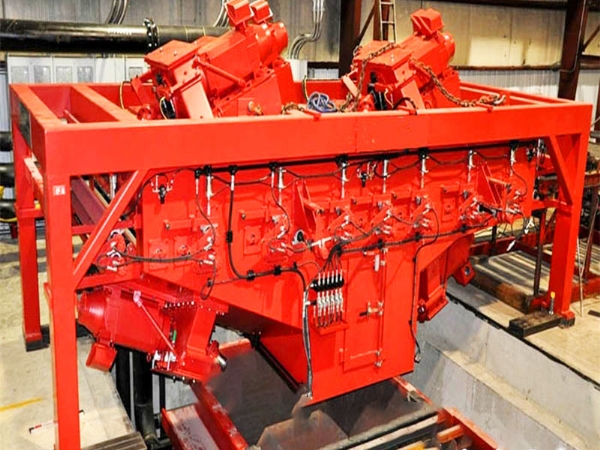
QXY3200型钢材自动预处理线
为提高该产品的使用性和可靠性,尽量满足用户生产需求,我们在钢板型材预处理流水线设计中采用下述关键技术及保证措施:
工件输送系统
整套工件输送系统变频无级调速,既能够同步运转,各工部又能够独自动作
抛丸室辊道装有耐磨护套板链输送机加设防偏轮,杜绝板链跑偏,V字型接触面,使漆膜零破坏
预热系统
采用红外线加热方式 ,加热温度≤230ْC
抛丸清理
工件检测装置改设抛丸室外,避免粉尘干扰
抛丸器布置经过计算机优化设计,弹丸充分利用,结构紧凑完好
弹丸清扫
引进国外先进的滚刷+高压吹扫+高压吹灰技术
高压吹扫:采用高压风机将弹丸吹起+收丸螺旋及时将弹丸输送至底部螺旋部位。
丸料循环净化
采用先进的、分离好的弹丸溢流感应满幕帘自动调节多级风选分离器,弹丸循环系统设置故障自动警报功能,任一处出现故障,设备自动检测保护
抛丸除尘系统
采用滤筒式除尘器+旋风除尘器二级除尘方式
除尘器粉尘排放浓度≤120mg/m3
喷漆室
采用两台进口的高压无气喷漆泵,工件自动检测光电装置及喷气控装置,改设在喷漆室外,避免喷雾干扰,方便维修喷传动采用变频电机,高速链条,高速托链。
烘干室
采用蒸汽加热,热风循环原理。烘干温度40~90ْC。温度可调,30min可升温至80度。
漆雾过滤装置
采用漆雾滤纸干式过滤,避免了湿式过滤造成的二次排放污染
采用活炭吸附装置,吸附苯、甲苯、二甲苯等有害气体,达到GB16297-1996《大气污染综排放标准》的国家二级排放环保标准要求。烟囱高17米。
电气控制系统
采用PLC全线控制,手动与自动相结合,采用工作状态及故障模拟显示板,各传动机构设置故障自动警报,各分控台设置应急停止按钮。

智晟盛远环保 · 联系方式
-

公司地址
山东省潍坊市高密市密水街道平安大道与吕安大道交叉路口南100米路西
-

总经理:
高总:156-2164-3888
销售经理:
高经理:151-5368-7113
售后经理:
高经理:131-1449-9193
-

高经理微信
扫一扫立即咨询
-

电话/传真
0536-2628899
-

网址
www.chinaltkj.cn
友情链接:
百度
 首页
首页
 产品
产品
 电话
电话